Введен в действие
Постановлением
Госстандарта РФ
от 4 ноября 1998 г.
N 389
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ОБОРУДОВАНИЕ ДЛЯ СВАРКИ КОЛЬЦЕВЫХ ШВОВ
ТИПЫ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
Equipment
for welding circumferential joints.
Types, basic parameters and
dimensions
ГОСТ 30261-96
Группа Г26
ОКП 38 6241
МКС 25.160.30
Дата введения
1 января 2000 года
Предисловие
1. Разработан МТК 72; Украинским конструкторско-технологическим
институтом сварочного производства (УкрИСП).
Внесен Государственным комитетом Украины по стандартизации, метрологии и
сертификации.
2. Принят
Межгосударственным Советом по стандартизации, метрологии и сертификации
(Протокол МГС от 3 октября 1996 г. N 10).
За принятие
проголосовали:
┌──────────────────────────┬─────────────────────────────────────┐
│
Наименование государства │Наименование национального органа по │
│ │ стандартизации │
├──────────────────────────┼─────────────────────────────────────┤
│Азербайджанская
Республика│Азгосстандарт │
│Республика
Армения │Армгосстандарт │
│Республика
Беларусь │Госстандарт
Беларуси │
│Республика
Казахстан │Госстандарт
Республики Казахстан │
│Киргизская
Республика │Киргизстандарт │
│Республика
Молдова │Молдовастандарт │
│Российская
Федерация │Госстандарт
России │
│Республика
Таджикистан │Таджикгосстандарт │
│Туркменистан │Главная государственная
инспекция │
│
│Туркменистана │
│Республика
Узбекистан │Узгосстандарт │
│Украина │Госстандарт
Украины │
└──────────────────────────┴─────────────────────────────────────┘
3. Постановлением
Государственного комитета Российской Федерации по стандартизации, метрологии и
сертификации от 4 ноября 1998 г. N 389 межгосударственный стандарт ГОСТ
30261-96 введен в действие непосредственно в качестве государственного
стандарта Российской Федерации с 1 января 2000 г.
4. Введен впервые.
1. Область
применения
Настоящий стандарт
распространяется на оборудование для дуговой сварки кольцевых швов (далее -
оборудование).
Требования
настоящего стандарта являются обязательными.
2. Типы и
исполнения
2.1. Оборудование
следует изготавливать в виде установки для сварки (автоматической,
механизированной) кольцевых швов, в которых сварочная аппаратура, механизмы
относительного перемещения сварочной аппаратуры и изделия установлены на общей
станине.
2.2. Оборудование
следует изготавливать следующих исполнений:
в зависимости от
расположения оси вращения изделия (рисунок 1):
- горизонтальные,
- вертикальные,
- наклонные,
- универсальные (с
изменяющимся углом наклона оси);
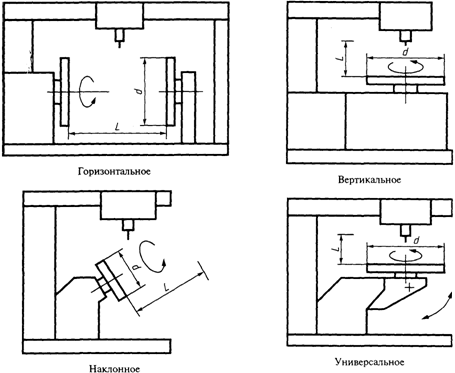
d - наибольший
диаметр свариваемого изделия;
L - наибольшая
длина свариваемого изделия
Рисунок 1.
Исполнения оборудования в зависимости
от расположения оси
вращения изделия
по способу
базирования и вращения изделия:
- центровое - с расположением изделия консольно или в центрах;
по способу защиты
зоны дуги:
- в защитных газах,
- под флюсом,
- под флюсом и в
защитных газах,
- без защиты
(открытой дугой).
3. Основные
параметры и размеры
Основные параметры
и размеры оборудования центрового исполнения должны соответствовать значениям,
указанным в таблице 1.
4.
Требования к конструкции
4.1. Отношение
наибольшей частоты вращения к наименьшей должно соответствовать одному из
следующих значений: 20; 50; 100; 500; 1000 - для центрового исполнения.
4.2. Наибольшая
абсолютная погрешность позиционирования электрода относительно свариваемого
соединения должна составлять не более 0,5 диаметра электрода.
Таблица 1
┌────────────┬──────────┬───────────────┬──────────┬──────────┬───────────┐
│Наибольшая │Наибольший│Наибольшая │Наибольшая│
Пределы │Номинальный│
│грузоподъем-│диаметр │длина сваривае-│
частота │отклонения│
сварочный │
│ность, кг │сваривае-
│мого изделия,
│ вращения │ частоты
│ ток, А │
│ │мого
изде-│мм │ изделия, │вращения,
│ │
│ │лия, мм │ │ об/мин │
% │ │
├────────────┼──────────┼───────────────┼──────────┼──────────┼───────────┤
│ 25;
│ 360 │
250; 400 │12,5; 6,3
│ +/- 3,0 │ 315; 500 │
│ 63
│ │ │ │ │ │
├────────────┼──────────┼───────────────┼──────────┤
├───────────┤
│ 125;
│ 630 │
400; 630 │ 6,3; 5,0
│ │ 500; 630 │
│ 250
│ │ │ │ │ │
├────────────┼──────────┼───────────────┼──────────┼──────────┼───────────┤
│ 500;
│ 1000 │
630; 1000 │4,0; 3,15
│ +/- 3,5 │ 630; 1000
│
│ 800
│ │ │ │ │ │
├────────────┼──────────┼───────────────┼──────────┤ │ │
│ 1000;
│ 1600 │
1000; 1600 │3,15; 2,5
│ │ │
│ 2000
│ │ 1600; 2500
│ │ │ │
├────────────┼──────────┼───────────────┼──────────┼──────────┼───────────┤
│ 4000;
│ 2000 │
2500; 4000 │ 2,2; 1,8
│ +/- 4,0 │ 1250
│
│ 6300
│ │ 6300
│ │ │ │
├────────────┼──────────┼───────────────┼──────────┼──────────┼───────────┤
│ 12500;
│ 2500 │
6300; 8000 │ 1,5; 1,0
│ +/- 4,5 │ 1250;
1600│
│ 16000
│ │ 10000
│ │ │ │
├────────────┼──────────┼───────────────┼──────────┼──────────┼───────────┤
│ 25000
│ 4000 │ 10000; 12500 │0,8; 0,63 │ +/- 5,5 │
2000 │
└────────────┴──────────┴───────────────┴──────────┴──────────┴───────────┘
ТЕХНОРМАТИВЫ ДЛЯ СТРОИТЕЛЕЙ И ПРОЕКТИРОВЩИКОВ
Copyright © www.docstroika.ru, 2013 -
2026