Введен в действие
Постановлением
Госстандарта РФ
от 12 ноября 1997
г. N 369
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАНКИ КАМНЕРАСПИЛОВОЧНЫЕ
ТИПЫ И ОСНОВНЫЕ ПАРАМЕТРЫ
Stone-sawing
machines. Types and main parameters
ГОСТ 30081-93
Группа Г45
МКС 91.220
ОКП 48 4552
Дата введения
1 января 1998 года
Предисловие
1. Разработан Государственным проектно-конструкторским
институтом по машинам для промышленности строительных материалов (Гипростроммашина).
Внесен Госстандартом Украины.
2. Принят
Межгосударственным Советом по стандартизации, метрологии и сертификации (Протокол
N 1 от 15.03.1993).
За принятие
проголосовали:
┌──────────────────────────┬─────────────────────────────────────┐
│Наименование
государства │ Наименование национального органа │
│ │ по стандартизации │
├──────────────────────────┼─────────────────────────────────────┤
│Азербайджанская
Республика│Азгосстандарт │
│Республика
Армения │Армгосстандарт │
│Республика
Белоруссия │Госстандарт
Белоруссии │
│Республика
Казахстан │Госстандарт
Республики Казахстан │
│Республика
Молдова │Молдовастандарт │
│Российская
Федерация │Госстандарт
России │
│Туркменистан │Главная государственная
инспекция │
│
│Туркменистана │
│Республика
Узбекистан │Узгосстандарт │
│Украина │Госстандарт
Украины │
└──────────────────────────┴─────────────────────────────────────┘
3. Постановлением
Государственного комитета Российской Федерации по стандартизации, метрологии и
сертификации от 12 ноября 1997 г. N 369 межгосударственный стандарт ГОСТ
30081-93 введен в действие непосредственно в качестве государственного
стандарта Российской Федерации с 1 января 1998 г.
4 Введен впервые.
1. ОБЛАСТЬ
ПРИМЕНЕНИЯ
Настоящий стандарт
распространяется на камнераспиловочные станки,
предназначенные для распиловки блоков из природного камня на бруски и
плиты-заготовки или для разрезки их на облицовочные плиты,
архитектурно-строительные и другие изделия.
Стандарт пригоден
для целей сертификации.
Требования
настоящего стандарта являются обязательными.
2. ТИПЫ
2.1. Установлены
следующие типы камнераспиловочных станков:
1 - штрипсовые с прямолинейным движением инструмента;
2 - штрипсовые с маятниковым движением инструмента;
3 - штрипсовые с комбинированным движением инструмента;
4 - с гибким
режущим инструментом;
5 - дисковые двухстоечные;
6 - дисковые
консольные;
7 - дисковые
портальные;
8 - дисковые
ортогональные;
9 - дисковые
мостовые.
2.2. Допускается
использовать специальные камнераспиловочные станки,
предназначенные для выполнения определенных технологических операций и
оснащенные специальным режущим инструментом.
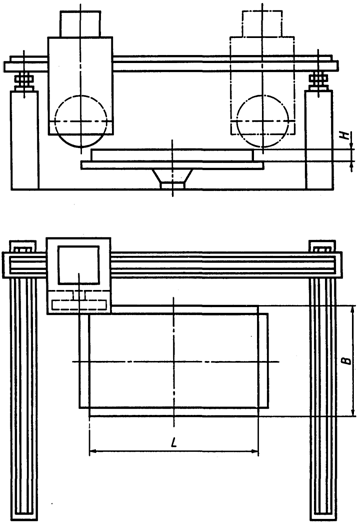
3. ОСНОВНЫЕ
ПАРАМЕТРЫ
Основные параметры камнераспиловочных станков должны соответствовать указанным на рисунках 1 - 9 и в таблице 1.
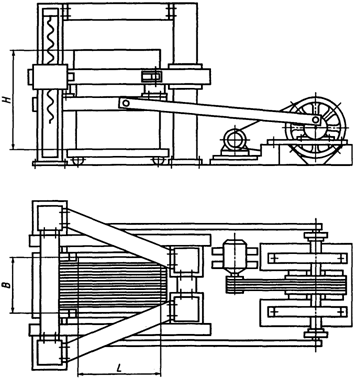
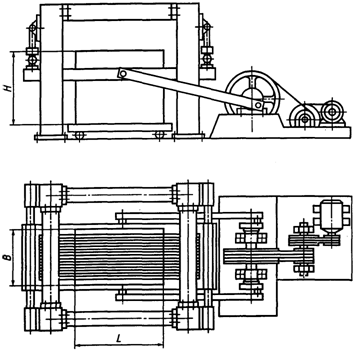
Рисунок 2. Тип 2
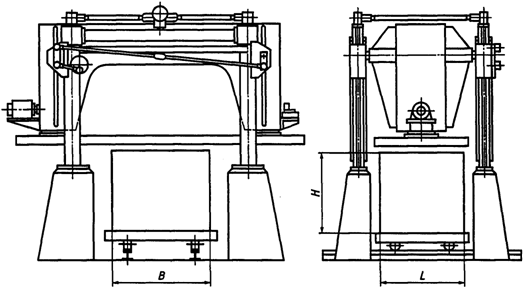
Рисунок 3. Тип 3
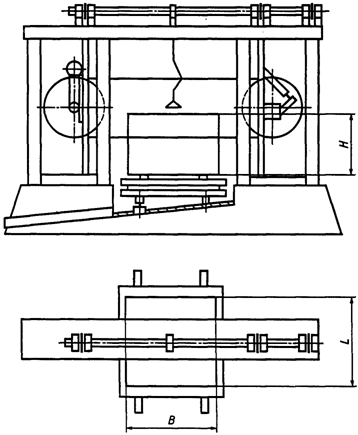
Рисунок 4. Тип 4
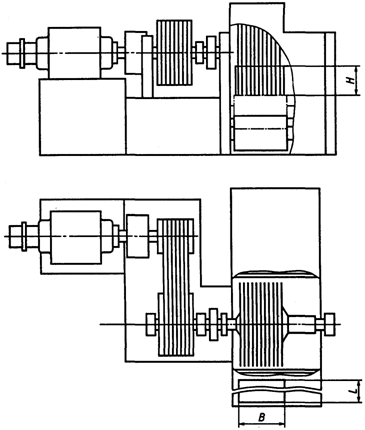
Рисунок 5. Тип 5
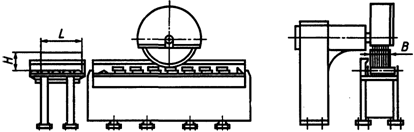
Рисунок 6. Тип 6
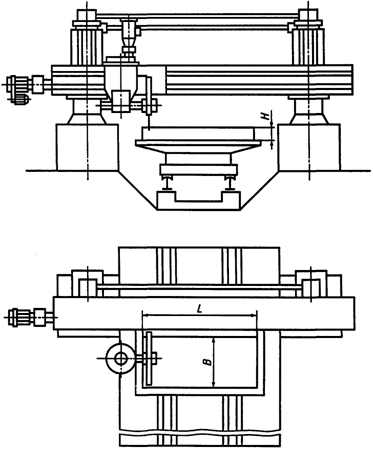
Рисунок 7. Тип 7

Рисунок 8. Тип 8
Примечание. Рисунки
1 - 9 не определяют конструкцию станков.
Таблица 1
Размеры в
миллиметрах
┌───────────┬────────────────────────────────────────────────────────────────────────────────┐
│Наименова-
│ Значение
параметра для типов станков │
│ние
├───────┬───────┬───────┬────────┬─────────┬───────┬───────┬────────────┬────────┤
│параметра │
1 │ 2
│ 3 │
4 │ 5
│ 6 │
7 │ 8
│ 9 │
├───────────┼───────┼───────┼───────┼────────┼─────────┼───────┼───────┼────────────┼────────┤
│1.
Размеры │ │ │ │ │ │ │ │ │ │
│обрабаты-
│ │ │ │ │ │ │ │ │ │
│ваемых
│ │ │ │ │ │ │ │ │ │
│изделий, │
│ │ │ │ │ │ │ │ │
│не
более: │ │ │ │ │ │ │ │ │
│
│
длина L │ 3500 │
3600 │ 3600 │Не
│ 3000 │ 3000 │ 3000
│ 4200 │
3500│
│ │ │ │ │ограни- │ │ │ │ │ │
│ │ │ │ │чена │ │
│ │ │ │
│
ширина B │ 2500 │
3300 │ 3300 │ 3500
│ 1000 │ 400
│ 3000 │ 2200
│ 3500│
│
высота │ 2300 │
2300 │ 2300 │ 2500
│ 1000 │ 400
│ 400 │
2200 │ 600 │
│(толщина)
H│ │ │ │ │ │ │ │ │ │
│2.
Режущий │ │ │ │ │ │ │ │ │ │
│инструмент:│ │ │ │ │ │ │ │ │ │
│
тип │Штрипсовые
неармирован-│Канатные│ Дисковые алмазные пилы │
│ │ные
пилы, штрипсовые
│или лен-│
│
│ │алмазные пилы │точные │ │
│ │ │армиро- │
│
│ │ │ванные │
│
│ │ │алмазные│
│
│ │ │или │
│
│ │ │неарми- │
│
│ │ │рованные│
│
│ │ │пилы │
│
│
количест- │1 - 150│1 - 150│1 -
150│ 1 │
1 - 20│1 - 10 │1 - 20 │ 2 - 33
│ 1 - 2│
│во,
шт. │ │ │ │ │ │ │ │ │ │
│
диаметр │ -
│ - │
- │ 3 - 14 │1200
- │ 1200 │ 1200
│Вертикальных│300 - │
│ │ │ │ │
│ 3000│ │ │1000 - 1600,│ 1600│
│ │ │ │ │ │ │ │ │горизонталь-│ │
│ │ │ │ │ │ │ │ │ных │ │
│ │
│ │ │ │ │ │ │300 - 600 │
│
│
толщина │ -
│ - │
- │0,4 - 3 │ -
│ - │
- │ -
│ - │
│ленты │ │ │ │ │ │ │ │ │ │
│
длина │ 4500 │
5000 │ 5000 │ -
│ - │
- │ -
│ - │ -
│
│3.
Средняя │1,5 - │0,6 - │0,6 -
│ 5 - 30 │ 20 -
65│20 - 65│20 - 65│ 20
- 65 │ 20 - 65│
│скорость │
3,2│ 2,0│ 3,2│ │
│ │ │ │ │
│резания, │
│ │ │ │ │ │ │ │ │
│м/с
│ │ │ │ │ │ │ │ │ │
│4.
Скорость│ 0,035 │ 0,01
│ 0,01 │ 0,1
│ 13 │
13 │ 13
│ 13 │
16 │
│подачи, │ │ │ │ │ │ │ │ │ │
│м/мин,
│ │ │ │ │ │ │ │ │ │
│не
более │ │ │ │ │ │ │ │ │ │
└───────────┴───────┴───────┴───────┴────────┴─────────┴───────┴───────┴────────────┴────────┘
ТЕХНОРМАТИВЫ ДЛЯ СТРОИТЕЛЕЙ И ПРОЕКТИРОВЩИКОВ
Copyright © www.docstroika.ru, 2013 -
2026