Утвержден и
введен в действие
Постановлением
Ростехрегулирования
от 10 декабря 2009
г. N 701-ст
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
МЕХАНИЧЕСКИЕ СВОЙСТВА КРЕПЕЖНЫХ ИЗДЕЛИЙ
ИЗ УГЛЕРОДИСТОЙ И ЛЕГИРОВАННОЙ СТАЛИ
ЧАСТЬ 5
УСТАНОВОЧНЫЕ ВИНТЫ И АНАЛОГИЧНЫЕ РЕЗЬБОВЫЕ КРЕПЕЖНЫЕ
ИЗДЕЛИЯ, НЕ ПОДВЕРГАЕМЫЕ РАСТЯГИВАЮЩИМ НАПРЯЖЕНИЯМ
Mechanical properties of
fasteners made of carbon steel
and alloy steel. Part 5. Set
screws and similar threaded
fasteners not under tensile
stresses
ISO 898-5:1998
Mechanical properties of
fasteners made of carbon steel
and alloy steel - Part 5: Set
screws and similar threaded
fasteners not under tensile
stresses
(IDT)
ГОСТ Р ИСО 898-5-2009
Группа Г39
ОКП 16 0000;
ОКС 21.060.10
Дата введения
1 января 2011 года
Предисловие
Цели и принципы
стандартизации в Российской Федерации установлены Федеральным законом от 27
декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила
применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004
"Стандартизация в Российской Федерации. Основные положения".
Сведения о
стандарте
1. Подготовлен
Федеральным государственным унитарным предприятием "Всероссийский
научно-исследовательский институт стандартизации и сертификации в
машиностроении" ("ВНИИНМАШ") на основе собственного аутентичного
перевода на русский язык стандарта, указанного в пункте 4.
2. Внесен
Техническим комитетом по стандартизации ТК 229 "Крепежные изделия".
3. Утвержден и
введен в действие Постановлением Федерального агентства по техническому
регулированию и метрологии от 10 декабря 2009 г. N 701-ст.
4. Настоящий
стандарт является идентичным по отношению к международному стандарту ИСО
898-5:1998 "Механические свойства крепежных изделий из углеродистой и
легированной стали. Часть 5. Установочные винты и аналогичные резьбовые крепежные изделия, не подвергаемые растягивающим напряжениям" (ISO 898-5:1998
"Mechanical properties of fasteners made of carbon steel and alloy steel -
Part 5: Set screws and similar threaded fasteners not under tensile
stresses").
При применении
настоящего стандарта рекомендуется использовать вместо ссылочных международных
стандартов соответствующие им национальные стандарты Российской Федерации и
межгосударственные стандарты, сведения о которых приведены в дополнительном
Приложении ДА.
5. Введен впервые.
Информация об
изменениях к настоящему стандарту публикуется в ежегодно издаваемом
информационном указателе "Национальные стандарты", а текст изменений
и поправок - в ежемесячно издаваемых информационных указателях
"Национальные стандарты". В случае пересмотра (замены) или отмены настоящего
стандарта соответствующее уведомление будет опубликовано в ежемесячно
издаваемом информационном указателе "Национальные стандарты".
Соответствующая информация, уведомление и тексты размещаются также в
информационной системе общего пользования - на официальном сайте Федерального
агентства по техническому регулированию и метрологии в сети Интернет.
1. Область
применения
Настоящий стандарт
устанавливает механические свойства для установочных винтов и аналогичных
резьбовых крепежных изделий, не подвергаемых растягивающим напряжениям с
номинальным диаметром резьбы от 1,6 до 24 мм включительно, которые изготовлены
из углеродистой и легированной стали.
Механические и
физические свойства установлены для условий испытаний при температуре
окружающей среды от 10 °C до 35 °C и могут отличаться при более высоких и более
низких температурах.
Настоящий стандарт
не распространяется на установочные винты с особыми свойствами, такие как:
- способность
выдерживать растягивающие напряжения (см. ИСО 898-1);
- свариваемость;
- коррозионная
стойкость;
- способность
противостоять температуре свыше плюс 300 °C или ниже минус 50 °C.
Примечание.
Установочные винты, изготовленные из стали, обладающей хорошей
обрабатываемостью, не следует использовать при температуре свыше плюс 250 °C.
2.
Нормативные ссылки
Следующие ниже
нормативные документы содержат требования, которые посредством ссылок
составляют положения настоящего стандарта. Для нормативных документов с
указанием даты публикации, на которые имеются ссылки, не распространяется
действие последующих изменений или пересмотров этих документов.
ИСО 965-3:1998.
Резьбы ИСО метрические общего назначения. Допуски. Часть 3. Отклонения для конструкционных резьб (ISO general purpose
metric screw threads - Tolerances - Part 3: Deviations for constructional
threads)
ИСО 4948-1:1982. Стали. Классификация. Часть 1. Классификация сталей на нелегированные и легированные по химическому составу (Steels - Classification
- Part 1: Classification of steels into unalloyed and alloy steels based on
chemical composition)
ИСО 6506:1981.
Материалы металлические. Испытание на твердость. Определение твердости по Бринеллю (Metallic materials -
Hardness test - Brinell test)
ИСО 6507-1:1997.
Материалы металлические. Испытание на твердость по Виккерсу. Часть 1. Метод испытаний (Metallic materials - Vickers hardness test - Part 1: Test method)
ИСО 6508:1986.
Материалы металлические. Испытание на твердость. Определение твердости по Роквеллу (шкалы A-B-C-D-E-F-G-H-K) (Metallic materials - Hardness test - Rockwell test
- (scales A-B-C-D-E-F-G-H-K)).
Обозначения классов
прочности приведены в таблице 1.
Числовая часть
обозначения составляет 1/10 от значения минимума твердости по Виккерсу.
Буква H обозначает
твердость.
Таблица 1
Обозначение классов
прочности относительно
к твердости по
Виккерсу
|
Класс прочности |
14H |
22H |
33H |
45H |
|
Твердость по Виккерсу, HV мин |
140 |
220 |
330 |
450 |
4.
Материалы
Установочные винты
изготовляют из сталей, соответствующих требованиям, указанным в таблице 2.
Таблица 2
Технические
требования для стали
5.
Механические свойства
При применении
методов испытаний, установленных в разделе 6, механические свойства
установочных винтов, при нормальной температуре должны соответствовать таблице
3.
Таблица 3
┌──────────────────────────────────────────┬──────────────────────────────┐
│ Механическое свойство │ Класс прочности <1> │
│ ├───────┬──────┬──────┬────────┤
│
│ 14H │ 22H
│ 33H │ 45H
│
├─────────────────────────────────┬────────┼───────┼──────┼──────┼────────┤
│
Твердость по Виккерсу HV 10 │не
менее│ 140 │ 220
│ 330 │ 450
│
│
├────────┼───────┼──────┼──────┼────────┤
│ │не
более│ 290 │ 300
│ 440 │ 560
│
├─────────────────────────────────┼────────┼───────┼──────┼──────┼────────┤
│
Твердость по Бринеллю HB, │не
менее│ 133 │ 209
│ 314 │ 428
│
│ 2
├────────┼───────┼──────┼──────┼────────┤
│F
= 30D │не
более│ 276 │ 285
│ 418 │ 532
│
├────────────────────────────┬────┼────────┼───────┼──────┼──────┼────────┤
│
Твердость по Роквеллу │HRB
│не менее│ 75 │
95 │ -
│ - │
│ │
├────────┼───────┼──────┼──────┼────────┤
│ │ │не более│ 105
│ <2> │ -
│ - │
│
├────┼────────┼───────┼──────┼──────┼────────┤
│ │HRC
│не менее│ - │ <2> │ 33
│ 45 │
│ │
├────────┼───────┼──────┼──────┼────────┤
│ │
│не более│ - │
30 │ 44 │
53 │
├────────────────────────────┴────┴────────┼───────┼──────┼──────┼────────┤
│
Сопротивление крутящему моменту
│ - │
- │ -
│См. таб-│
│
│ │ │
│лицу 5 │
├──────────────────────────────────────────┼───────┼──────┼──────┼────────┤
│
Минимальная высота необезуглероженной
│ - │ 1/2H │ 2/3H │ 3/4H
│
│зоны
резьбы E, мм
│ │ 1│ 1│ 1 │
├──────────────────────────────────────────┼───────┼──────┼──────┼────────┤
│
Максимальная глубина полного
│ - │0,015 │0,015 │ <3>
│
│обезуглероживания
G, мм │ │ │ │ │
├──────────────────────────────────────────┼───────┼──────┼──────┼────────┤
│
Твердость поверхности HV 0,3, не более
│ - │ 320
│ 450 │ 580
│
├──────────────────────────────────────────┴───────┴──────┴──────┴────────┤
│
<1> Классы прочности 14H, 22H и 33H не
применяют для установочных│
│винтов
с шестигранным углублением. │
│
<2> Для класса
прочности 22H необходимо
проверить минимальное│
│значение
для HRB и максимальное значение
для HRC, если
определяется│
│твердость
по Роквеллу.
│
│
<3> Для класса прочности 45H не допускается полное
обезуглероживание.│
└─────────────────────────────────────────────────────────────────────────┘
6. Методы испытаний для определения механических свойств
6.1.
Испытание на твердость
Измерения твердости
следует проводить в точке на торцевой поверхности винта как можно ближе к
центру. Если максимальное значение твердости, приведенное в таблице 3,
превышено, то проводят повторные измерения на поперечном сечении на расстоянии
0,5d от торца, где d - номинальный диаметр резьбы. В спорных случаях измерения
твердости по Виккерсу являются решающими.
6.1.1. Испытание на
твердость по Виккерсу
Испытание на
твердость по Виккерсу проводят по ИСО 6507-1.
6.1.2. Испытание на
твердость по Бринеллю
Испытание на
твердость по Бринеллю проводят по ИСО 6506-1.
6.1.3. Испытание на
твердость по Роквеллу
Испытание на
твердость по Роквеллу проводят по ИСО 6508-1.
6.2.
Испытание на обезуглероживание: оценка состояния углерода на поверхности
Используя
соответствующий метод измерений (6.2.2.1 или 6.2.2.2), на продольном сечении
участка резьбы проверяют, соответствуют ли установленным предельным значениям
высота необезуглероженной зоны (основного металла E) и глубина зоны полного
обезуглероживания (G) (см. рисунок 1). Максимальное значение G и формулы,
определяющие минимальные значения E, приведены в таблице 3.
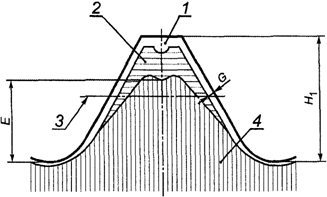
1 - полностью
обезуглероженная зона;
2 - частично
обезуглероженная зона;
3 - образующая
среднего диаметра резьбы;
4 - основной металл
(необезуглероженная зона);
![]() -
высота наружной резьбы
-
высота наружной резьбы
Рисунок 1. Зоны
обезуглероживания
6.2.1. Основные
термины
6.2.1.1. Твердость
основного металла (base metal hardness): твердость наиближайшего к поверхности
(при перемещения от сердцевины к наружному диаметру) участка, измеренная
непосредственно перед началом увеличения или уменьшения твердости, указывающая
на науглероживание или обезуглероживание соответственно.
6.2.1.2.
Обезуглероживание (decarburization): обычно потеря содержания углерода в
поверхностном слое черных металлов промышленного производства (сталей).
6.2.1.3. Частичное
обезуглероживание (partial decarburization): обезуглероживание с потерей
углерода в количестве, достаточном для посветления отпущенного мартенсита и
существенного уменьшения твердости по сравнению с твердостью соседнего
основного металла; при этом в металлографических исследованиях ферритные зерна
не просматриваются.
6.2.1.4. Полное
обезуглероживание (complete decarburization): обезуглероживание с потерей
углерода в количестве, достаточном для обнаружения при металлографических
исследованиях четко выраженных ферритных зерен.
6.2.1.5.
Науглероживание (carburization): увеличение содержания углерода в поверхностном
слое в количестве, превышающем его содержание в основном металле.
6.2.2. Методы
измерений
6.2.2.1.
Метод с использованием микроскопа
Данный метод
позволяет определить параметры E и G.
Образец для
исследования вырезают по оси резьбы на расстоянии половины номинального
диаметра от конца винта, прошедшего термообработку. Для шлифовки и полировки
образец устанавливают в зажимном приспособлении или предпочтительнее заливают
пластмассой.
После установки
образца необходимо шлифовать и полировать его поверхность в соответствии с
требованиями металлографического исследования.
Для выявления
изменений в микроструктуре, вызванных обезуглероживанием, обычно применяют
травление в 3%-ном растворе ниталя (концентрированной азотной кислоты в
этаноле).
Если иное не
оговорено заинтересованными сторонами, для исследования микроструктуры
используют стократное увеличение.
Если микроскоп
имеет матовое стекло, то глубину обезуглероживания можно измерять
непосредственно по шкале. Если в измерениях используют окуляр, то он должен
быть соответствующего типа, снабженный визиром или шкалой.
6.2.2.2.
Метод измерения твердости (арбитражный метод для частичного обезуглероживания)
Метод измерения
твердости можно применять только для резьбы с шагом P не менее 1,25 мм, за
исключением класса прочности 45H, где это применимо для всех размеров.
Измерения твердости
проводят в трех точках, показанных на рисунке 2. Значения E приведены в таблице
4. Нагрузка должна составлять 300 г.

![]() ;
; ![]() ; 1,
2, 3 - точки измерений;
; 1,
2, 3 - точки измерений;
4 - образующая
среднего диаметра резьбы
Рисунок 2.
Измерение твердости в испытании
на
обезуглероживание
Таблица 4
┌─────────────┬─────┬─────┬─────┬─────┬─────┬─────┬─────┬─────┬─────┬─────┬─────┬─────┬─────┐
│
Шаг резьбы │ 0,5 │ 0,6
│ 0,7 │ 0,8 │ 1 │1,25 │ 1,5 │1,75 │ 2
│ 2,5 │ 3 │ 3,5 │ 4
│
│ P, мм
│ │ │
│ │ │
│ │ │
│ │ │
│ │
├─────────────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┤
│ H , мм
│0,307│0,368│0,429│0,491│0,631│0,767│0,920│1,074│1,227│1,534│1,840│2,147│2,454│
│ 1
│ │ │
│ │ │
│ │ │
│ │ │
│ │
├─────────┬───┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┤
│
E, мм
не│22H│0,154│0,184│0,215│0,245│0,307│0,384│0,460│0,537│0,614│0,767│0,920│1,074│1,227│
│менее
для├───┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┤
│класса
│33H│0,205│0,245│0,286│0,327│0,409│0,511│0,613│0,716│0,818│1,023│1,227│1,431│1,636│
│прочности├───┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┼─────┤
│
│45H│0,230│0,276│0,322│0,368│0,460│0,575│0,690│0,806│0,920│1,51
│1,380│1,610│1,841│
└─────────┴───┴─────┴─────┴─────┴─────┴─────┴─────┴─────┴─────┴─────┴─────┴─────┴─────┴─────┘
Определение твердости
в точке 3 следует проводить на образующей среднего диаметра резьбы витка,
соседнего с витком, на котором проводили измерения в точках 1 и 2.
Значение твердости
по Виккерсу в точке 2 (![]() )
должно быть не менее соответствующего значения в точке 1 (
)
должно быть не менее соответствующего значения в точке 1 (![]() )
минус 30 единиц по Виккерсу. В этом случае высота необезуглероженной зоны E
соответствует значению, установленному в таблице 4.
)
минус 30 единиц по Виккерсу. В этом случае высота необезуглероженной зоны E
соответствует значению, установленному в таблице 4.
Значение твердости
по Виккерсу в точке 3 (![]() )
должно быть не более соответствующего значения в точке 1 (
)
должно быть не более соответствующего значения в точке 1 (![]() ),
плюс 30 единиц по Виккерсу. Увеличение большее, чем на 30 единиц по Виккерсу,
указывает на то, что науглероживание недопустимо.
),
плюс 30 единиц по Виккерсу. Увеличение большее, чем на 30 единиц по Виккерсу,
указывает на то, что науглероживание недопустимо.
Данный метод
измерения твердости не позволяет обнаружить зону полного обезуглероживания вплоть
до максимального значения, установленного в таблице 3.
Примечание. Следует
различать увеличение твердости за счет науглероживания и повышением твердости
за счет термообработки или холодной обработки поверхности.
6.3.
Испытания на кручение установочных винтов с шестигранным углублением под ключ
класса прочности 45H
Установочные винты
с шестигранным углублением под ключ класса прочности 45H должны выдерживать
пробный крутящий момент, значения которого приведены в таблице 5.
Таблица 5
Требования
к крутящему моменту
|
Номиналь- |
Минимальная
длина установочного винта для испытаний, мм |
Пробный |
|||
|
С
плоским |
С
коническим |
С
цилиндрическим |
С
закругленным |
||
|
3
|
4
|
5
|
6 |
5
|
0,9 |
|
4
|
5
|
6
|
8 |
6
|
2,5 |
|
5
|
6
|
8
|
8 |
6
|
5 |
|
6
|
8
|
8
|
10 |
8
|
8,5 |
|
8
|
10
|
10
|
12 |
10
|
20 |
|
10
|
12
|
12
|
16 |
12
|
40 |
|
12
|
16
|
16
|
20 |
16
|
65 |
|
16
|
20
|
20
|
25 |
20
|
160 |
|
20
|
25
|
25
|
30 |
25
|
310 |
|
24
|
30
|
30
|
35 |
30
|
520 |
Установочные винты
ввинчиваются в контрольную плиту, как показано на рисунке 3, до тех пор, пока
верхняя поверхность винта не будет утоплена в контрольной плите, а конец винта
не упрется в устойчивую основу, например винт поддержки, установленной с другой
стороны.
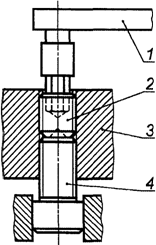
1 - ключ с
регулируемым крутящим моментом;
2 - установочный
винт для испытаний; 3 - контрольная плита:
твердость не менее
50 HRC, допуск резьбы отверстия 5H
(см. ИСО 965-3); 4
- винт поддержки: твердость
от 450 HV до 570 HV
Рисунок 3.
Приспособление для испытаний на кручение
Для испытаний
используют шестигранную вставку, имеющую допуск на размер под ключ S h9, с
диаметром описанной окружности не менее ![]() и твердостью от 55 до 60 HRC, которая должна
входить в шестигранное углубление установочного винта на полную его глубину.
Винт должен выдерживать без разрушений нагружение пробным крутящим моментом,
значения которого приведены в таблице 5.
и твердостью от 55 до 60 HRC, которая должна
входить в шестигранное углубление установочного винта на полную его глубину.
Винт должен выдерживать без разрушений нагружение пробным крутящим моментом,
значения которого приведены в таблице 5.
Для данного
испытания следует использовать калиброванный измерительный прибор для
определения крутящего момента.
При проведении
испытаний на кручение видимые отпечатки в углублении не должны быть причиной
браковки.
7.
Маркировка
7.1.
Маркировка установочных винтов классов прочности
Маркировка
установочных винтов классов прочности, указанных в разделе 3, не требуется. В
случае, если наличие маркировки оговорено между заинтересованными сторонами,
обозначения класса прочности используют в качестве символов маркировки.
7.2.
Маркировка производителя
Маркировка с
идентификацией изготовителя не требуется.
Приложение
ДА
(обязательное)
СВЕДЕНИЯ О
СООТВЕТСТВИИ ССЫЛОЧНЫХ МЕЖДУНАРОДНЫХ СТАНДАРТОВ
ССЫЛОЧНЫМ
НАЦИОНАЛЬНЫМ СТАНДАРТАМ РОССИЙСКОЙ ФЕДЕРАЦИИ
И ДЕЙСТВУЮЩИМ В
ЭТОМ КАЧЕСТВЕ МЕЖГОСУДАРСТВЕННЫМ СТАНДАРТАМ
БИБЛИОГРАФИЯ
[1] ISO 898-1:1998. Mechanical properties of fasteners made of carbon
steel and alloy steel - Part 1: Bolts, screws and studs
[2] ISO 6507-2:1997. Metallic materials - Vickers hardness test - Part
2: Verification of testing machines.
ТЕХНОРМАТИВЫ ДЛЯ СТРОИТЕЛЕЙ И ПРОЕКТИРОВЩИКОВ
Copyright © www.docstroika.ru, 2013 -
2024